- Thread starter
- #61
Don't have any in stock at the moment. Please send me a PM/email if interested.Would you happen to be selling brush handles?
Perhaps with a minor change?
Don't have any in stock at the moment. Please send me a PM/email if interested.Would you happen to be selling brush handles?
Perhaps with a minor change?





Don't have any in stock at the moment. Please send me a PM/email if interested.
I am considering a different style, more like the Ti DE handles I am making.So you are doing shaving brushes again ?




 . I have a good selection of insert tool holders and inserts however. I really like your work if I haven't said so already.
. I have a good selection of insert tool holders and inserts however. I really like your work if I haven't said so already. 



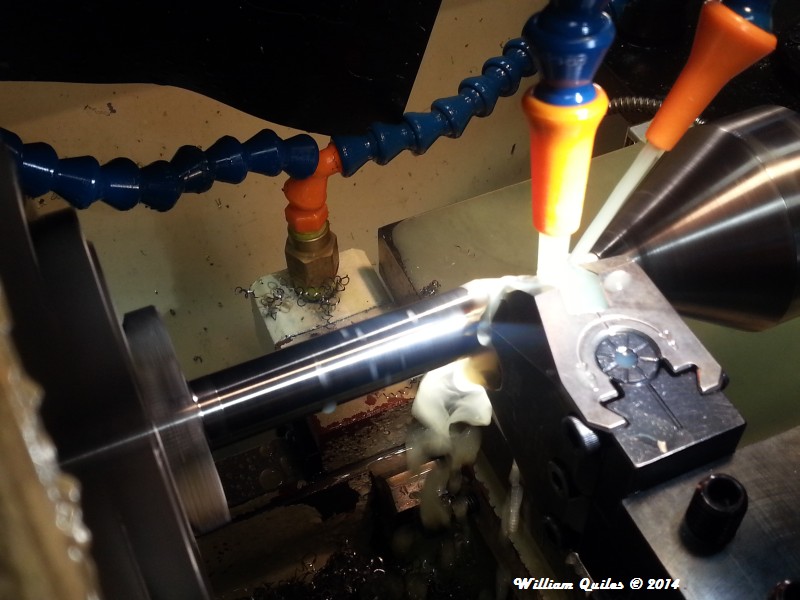









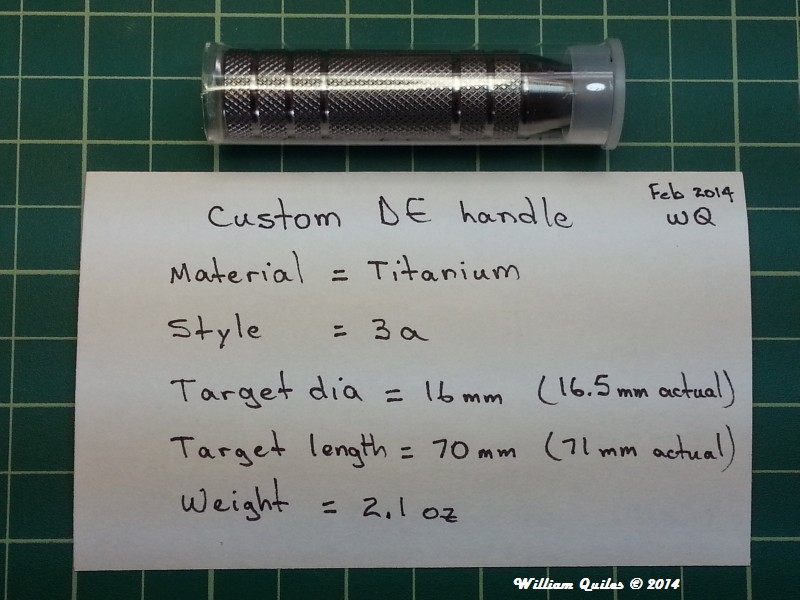
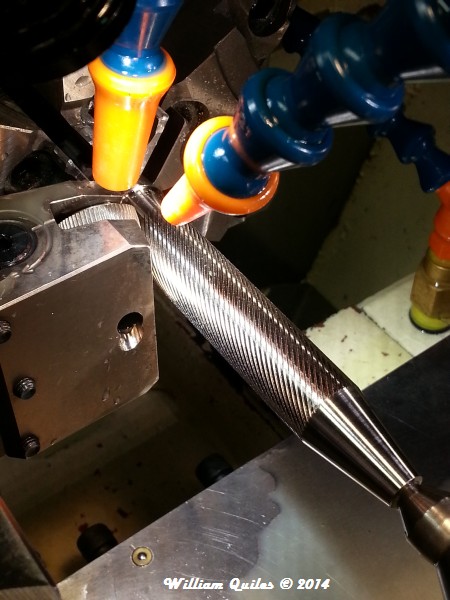





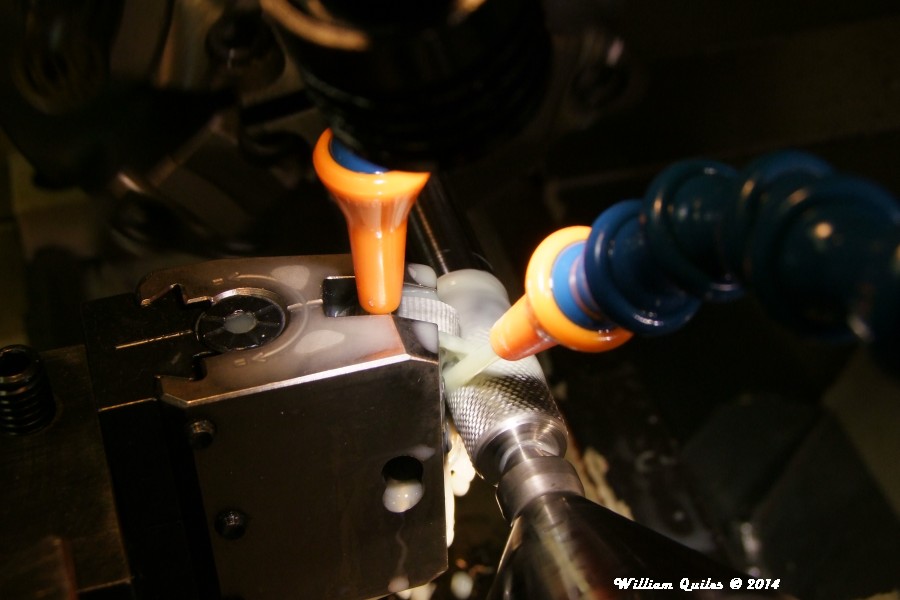
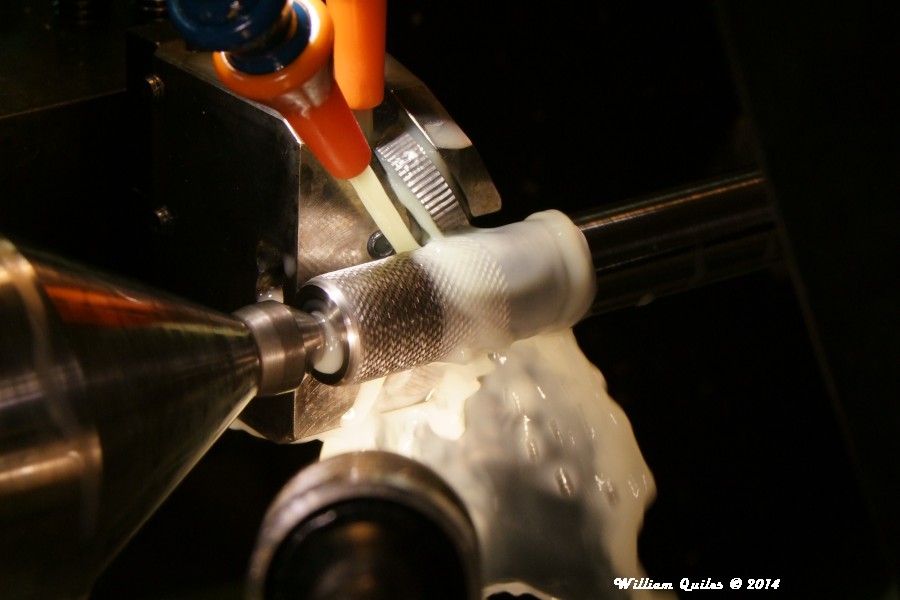
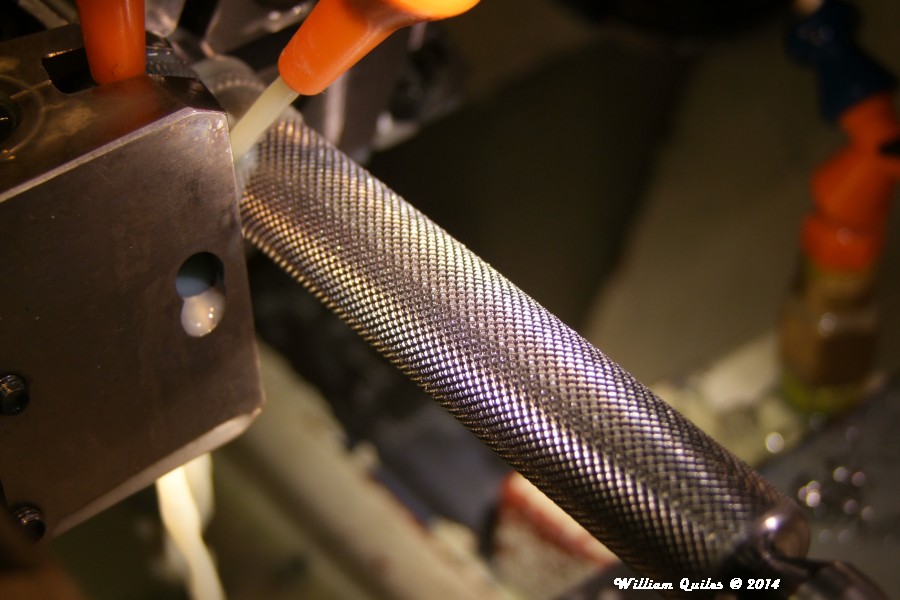

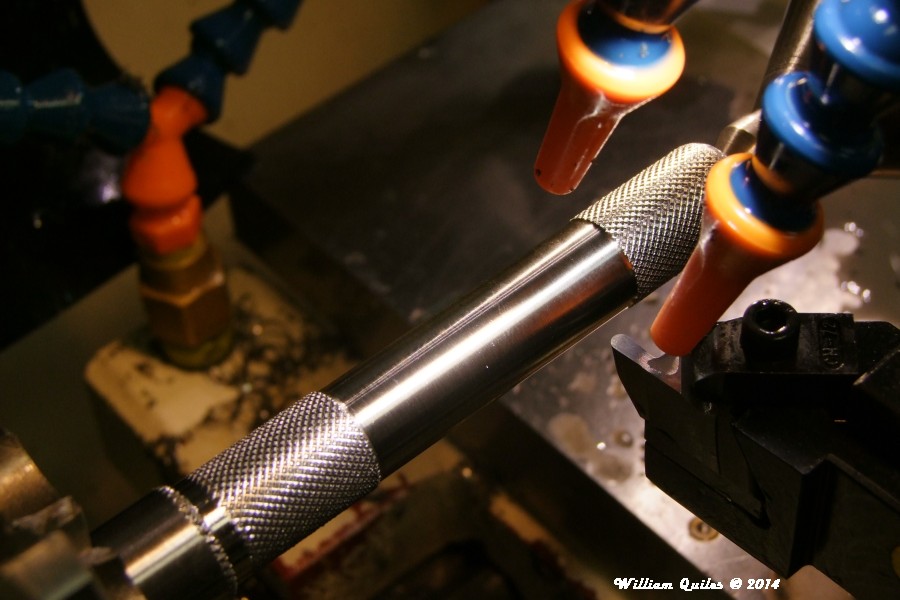
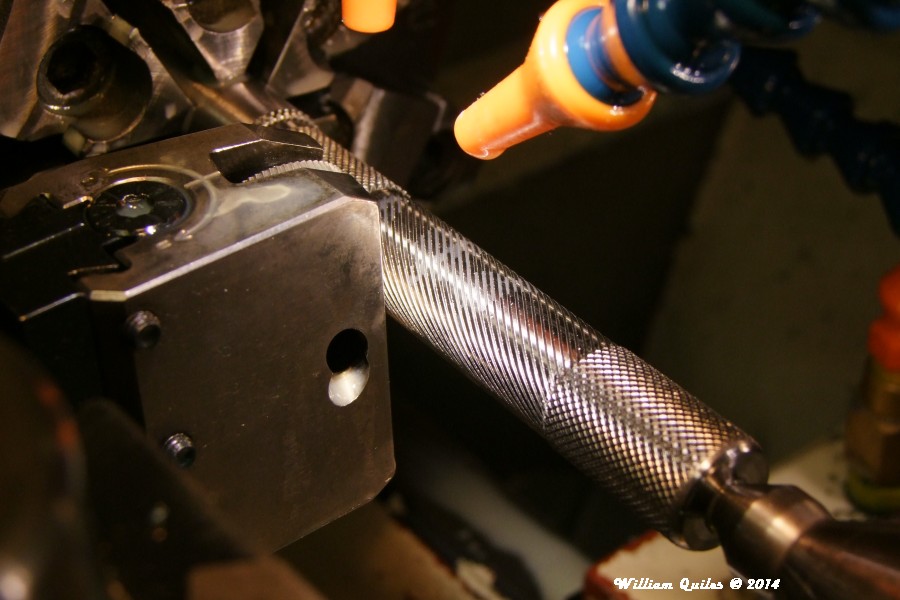
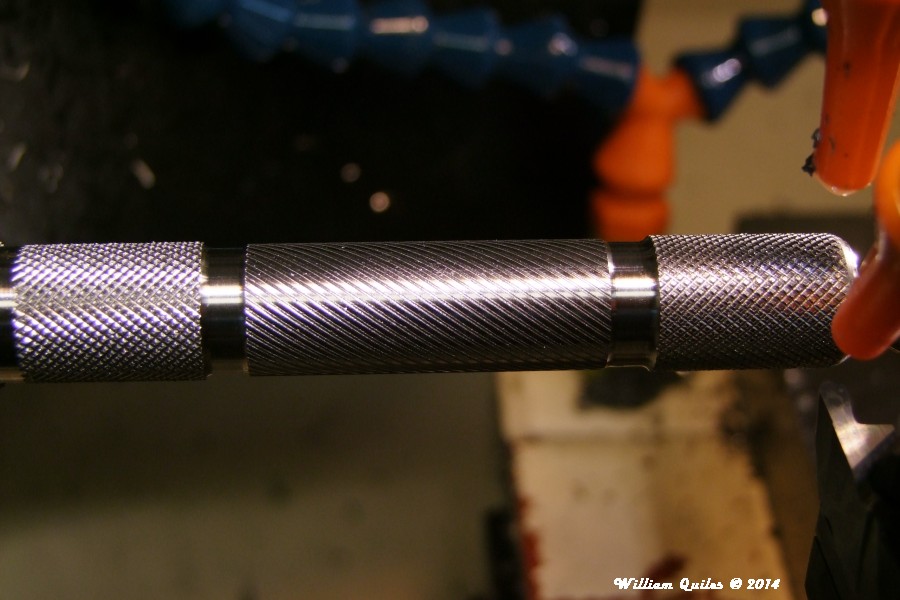







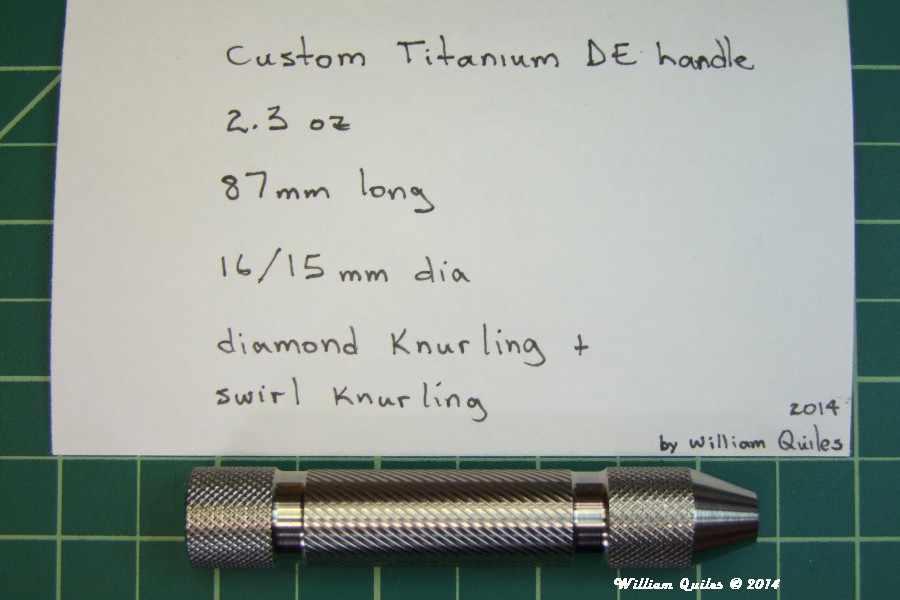
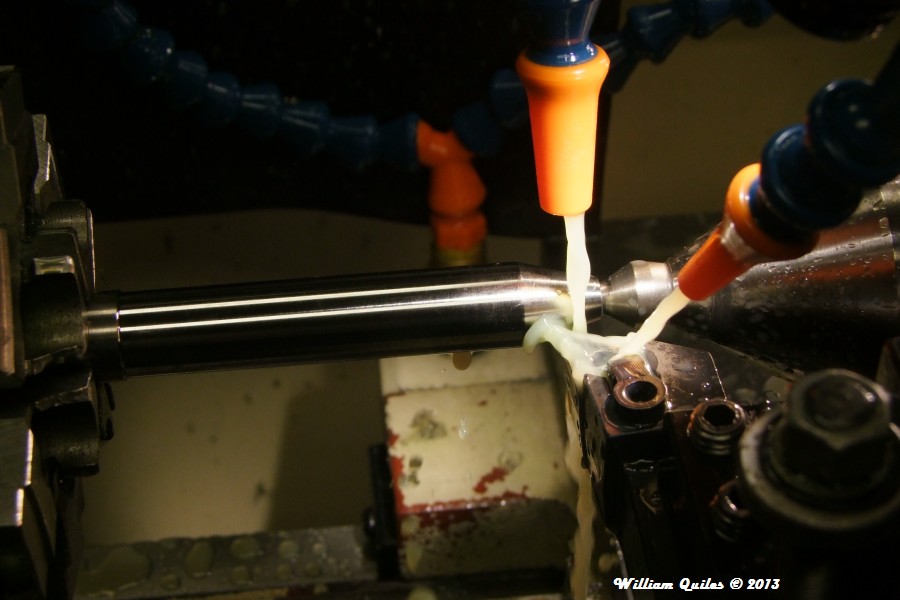
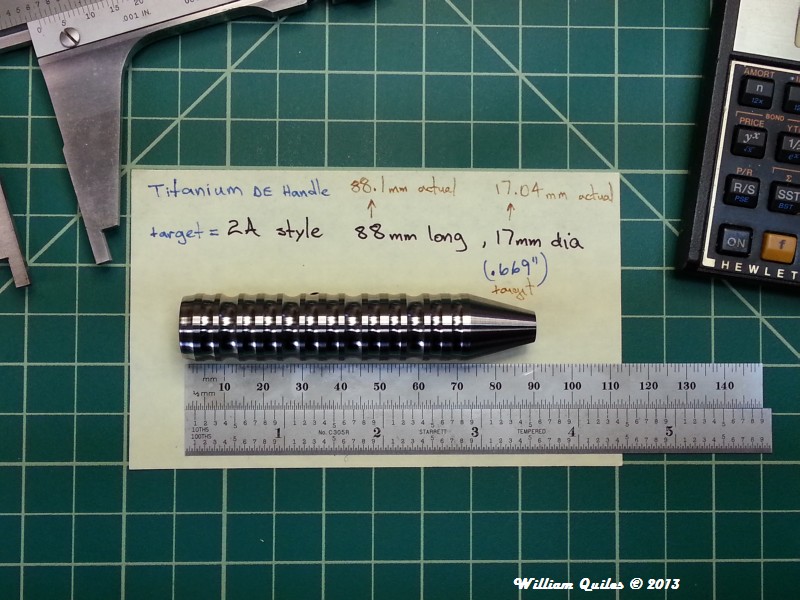
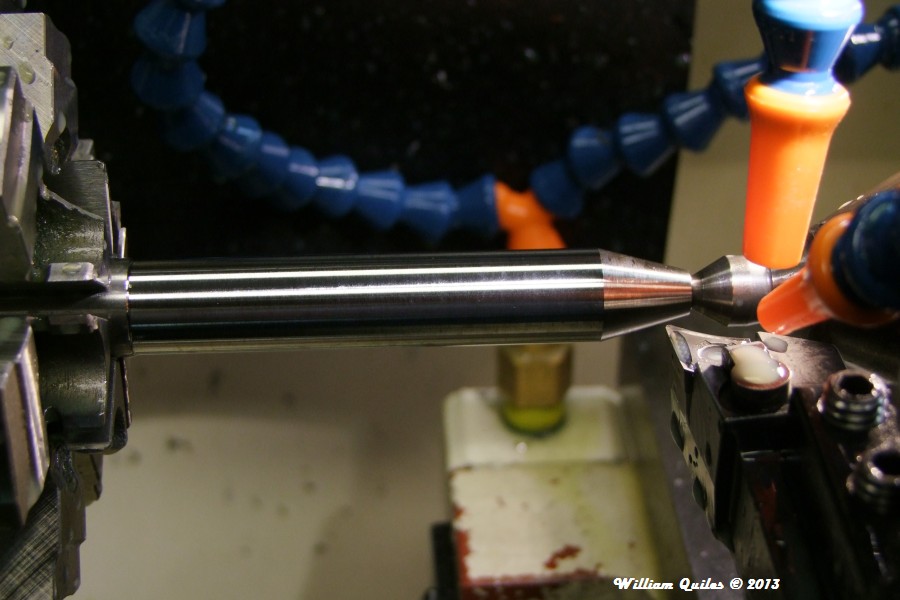
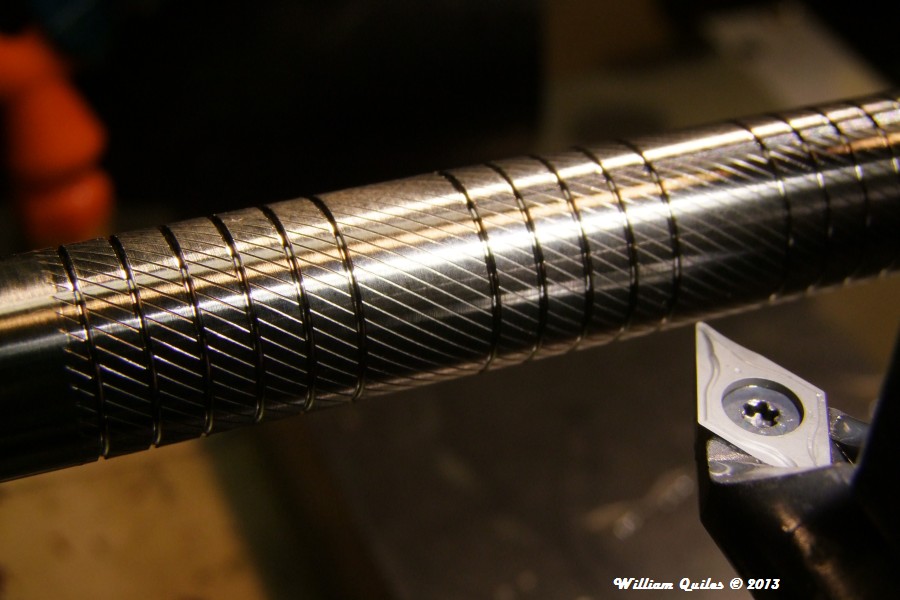
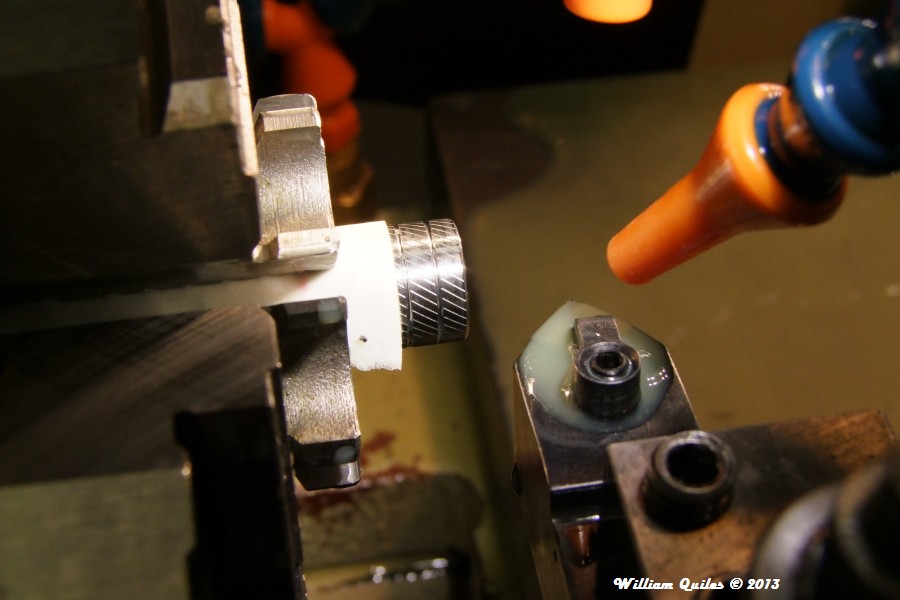
Latest custom Ti DE handle, for one of my international customers.